アルミダイカスト製品のアルマイト処理
製造プロセスの最後に、次の段階では、 表面仕上げ。 さまざまな方法がありますが、アルミニウム素材などではアルマイト処理が評判です。 その理由は決して突飛なものではなく、耐久性がありながらも美しい製品を生み出すことにつながるからです。 陽極酸化は理解する必要があるプロセスを経ており、XNUMX つの重要な部分は、アルミニウムの着色方法と使用する陽極酸化アルミニウムの色を知ることです。
陽極酸化処理の色は最終製品の特性を大きく左右するため、重要です。 この記事では、アルマイト処理、一般的なアルマイトの色、およびアルマイトを使用してアルミニウム製品を着色する方法について説明します。 プロセスがどのように機能するかを理解できるように、早速見ていきましょう。
さまざまな陽極酸化アルミニウムの色やアルミニウムの着色方法について説明する前に、そのプロセスがどのようなものであるかを理解する必要があります。 科学の背景があるか、すでにプロセスに深く根ざしている場合を除き、アルミニウムの陽極酸化プロセスについて疑問に思うのも不思議ではありません。 したがって、このセクションでは、プロセスに関する基本的な事項をまとめます。
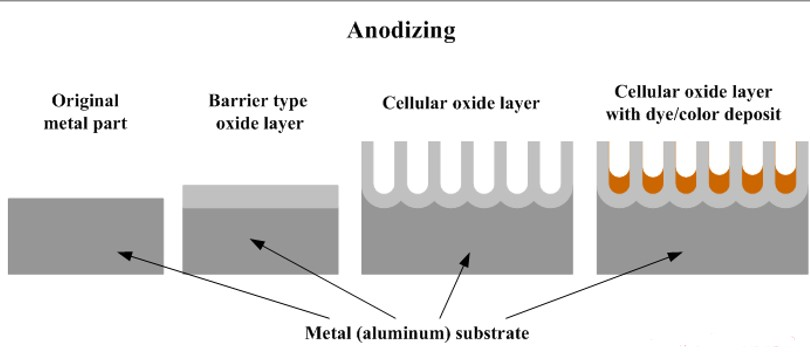
アルミニウムの陽極酸化処理は電気化学プロセスです。 アルミ製品』 表面は耐摩耗性酸化物層でコーティングされています。 したがって、製品は品質と美観を向上させる特性を示します。 たとえば、耐久性があり、耐摩耗性や耐腐食性があります。 また、ほとんどのユーザーの美的要件を満たす美しい感触も備えています。
陽極酸化は、アルミニウム部分がアノードとして機能し、不活性材料であるカソードと酸性電解液を使用した電気化学電池反応です。 以下は電極での電気化学反応です。
アルマイト処理にはXNUMX種類あり、それぞれ皮膜の強さが異なります。 違いは、各プロセスで使用される電極、電解質、エネルギーによるものです。
タイプ 1 の陽極酸化プロセスは「光」タイプとしても知られており、電解液としてクロム酸を使用し、陽極としてアルミニウム部分を使用します。 電解液に電流を流すと、アノードから正極粒子が放出され、表面に微細な溝が形成されます。 次に、微細な溝が酸化されて酸化層が形成されます。 この工程で作られた製品は、仕上げを施していない通常のアルミ製品に比べ、耐熱性や耐食性に優れています。
タイプ 2 陽極酸化プロセスでは、クロム酸の代わりに硫酸が使用されます。 硫酸はより強力であり、タイプ 1 で見られるものよりも陽性アルミニウム粒子の排出が向上します。 したがって、形成される微細溝はより深くなり、酸化層はより厚くなる。 これら 2 つの特性は、タイプ XNUMX アルミニウム部品が示す優れた塗料保持特性の原因となります。
タイプ 3 の陽極酸化プロセスは、 重量のあるアルミニウム製品。 他のタイプの陽極酸化処理とは異なり、より高い電圧と強酸(硫酸)を使用します。

陽極酸化処理の色は、粉体塗装やペイントなどの他の技術の色とは異なります。 色の一貫性を達成するという点では、陽極酸化には多くの変数が関係するため、困難が伴います。
陽極酸化プロセスは虹のすべての色に対応できますが、使用される陽極酸化アルミニウムの色は、サイズ、グレード、仕上げテープなどの多くの要素に大きく依存します。 以下に、アルマイト処理を使用してアルミニウム製品を着色する手順を示します。
最初のステップは、洗剤とすすぎタンク内のアルミニウム製品の洗浄から始まります。 洗浄後、パーツをエッチングして、磨かれた光沢のある表面を与えます。 エッチングは、プロセス中にエラーの原因となる可能性のある微量の金属を除去するために行われます。
洗浄後、陽極酸化処理が行われます。 上で説明した XNUMX 種類の陽極酸化処理のいずれかを使用して陽極酸化処理を行うことができます。 ただし、他にも注意すべき点があります。
アルマイトの色を追加するには XNUMX つの方法があります。 以下に XNUMX つの方法について説明します。
シーリングは陽極酸化の最終段階です。 ここで、細孔上の色素分子は細孔内に閉じ込められます。 密閉により、細孔内での望ましくない分子の吸収が防止されます。
シールは 200 °F (93 °C) の熱湯の中で行われます。 熱水中で形成される水和酸化アルミニウムの結晶は、細孔を密閉する役割を果たします。 金属塩は、180°F (86°C) の熱水に溶解した後に堆積することもあります。
陽極酸化カラーは、ペイントとは異なり、減法的であり、中毒性はありません。 光の概念を理解すれば、それがもたらす違いが理解できるでしょう。 通常、マテリアルが示す色は、吸収されたものに対して反射されたものです。 したがって、白い光が青いバケツに当たると、バケツは他の色を吸収し、青を反射します。 これにより、私たちはそれを青いバケツとして認識します。 アルマイトカラーも同様の工程です。
ただし、少し追加があります。 表面に形成された陽極酸化皮膜は光を反射するのではなく、基材表面のアルミニウムに光を透過させます。 母材金属はそれをフィルムと外部に反射します。 したがって、陽極酸化層は反射板の代わりにフィルターとして機能し、これはカラーマッチングにおいて重要です。
適切な色を一致させることは、特に同じバッチに属していない場合には、簡単ではありません。 適切なマッチング方法を選択するには、上で説明したカラーマッチングの概念と、陽極酸化の色の外観を決定する重要な要素を理解する必要があります。 注意すべき点は次のとおりです。
これは、カラーアルミニウム陽極酸化処理中に注意すべき最も重要な要素です。 アルミニウムの各グレードには色と色合いがあり、それらはカラーマッチングに影響します。
仕上げ(フィルムの一部)は、アルミニウム製品の反射特性に大きな役割を果たします。 したがって、色のマッチングを最も良くするには、同じ仕上げのサンプルを使用することが望ましいです。
使用される染料の種類も、まどろみの色のバリエーションに大きな影響を与えます。 色を一致させるためにより多くの染料が必要になると、色のバリエーションが増加します。 また、各レイヤーの色のバリエーションが存在する可能性があるため、レイヤーを重ねることも重要です。
製品を構成する金属の結晶構造も、アルミニウム製品の反射特性に影響を与えます。 角度から見ると、色が合っているように見えるかもしれません。 ただし、反射角度が異なると、別の結果が表示される場合があります。 この状態は「カラー反転」であり、カラーマッチングにおいて大きな役割を果たします。
陽極酸化は、表面仕上げにおいて非常に重要な電解プロセスであり、美観や光学相対性などの観点から表面仕上げプロセスを改善するために使用されます。この記事では、陽極酸化プロセスとアルミニウム部品の着色方法について説明します。 また、カラーマッチングに大きな役割を果たす要素についても説明しました。 陽極酸化プロセスは複雑に見えるかもしれません。 しかし、品質と低コストの点で最高のものを得るために、私たちを信頼してください。
NINGBO FUERD MECHANICAL CO。、LTD。
ウェブサイト: https://www.fuerd.com













