FUERD Casting は、中国で 35 年の経験を持つ重力ダイカスト ソリューション プロバイダーです。 当社は、すべての完成品に高い耐食性と高硬度の機能を提供します。当社は、当社を際立たせる専任の専門家チームを備えたよく構造化された鋳造工場を持っています。 お客様のご要望を満たし、サポートするために、当社の献身的で献身的なエンジニアとスタッフがお客様のニーズを満たすお手伝いをさせていただきます。 お客様のアプリケーションで最高の成果を得るために、最適な方法、材料、およびすべての表面仕上げ設備を提案することもできます。

Ningbo Fuerdは、インテークマニホールド、ヒートシンク、ホイール、ギアハウジング、パイプフィッティング、燃料噴射ハウジング、アルミニウム合金による自動車エンジン部品など、幅広いアルミニウムコンポーネントを提供しています。
 |
 |
 |
 |
|
インテークマニホールドの最終パッキング |
インテークマニホールドの鋳造金型 |
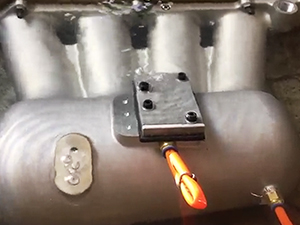
インテークマニホールドの空気圧テスト |
インテークマニホールドの一部を認定する |
過程説明:
永久型鋳造は、重力ダイカスト、砂型鋳造、低圧鋳造とも呼ばれます。
ダイカストとの比較:重力鋳造部品は優れた機械的特性を備えています。 アルミダイカスト部品より気孔率が低いため。 また、永久成形アルミニウム鋳造部品の機械的特性は、熱処理によってさらに改善することができます。
アルミニウム製インテークマニホールドの製造には、低圧鋳造手順が使用されます。
アルミニウム重力鋳造は、アルミニウム重力ダイカスト、アルミニウム金型重力鋳造、またはアルミニウム永久金型鋳造とも呼ばれます。 同じ種類のアルミニウム鋳造プロセスについて話します。
バッチアルミニウム重力鋳造は、手作業または重力鋳造機によって操作することができます。 労働力のコストが低いため、ほとんどの中国の重力鋳造鋳造所は、補助機械なしで手作業でそのような鋳造プロセスを処理します。
 |
 |
 |
 |
|
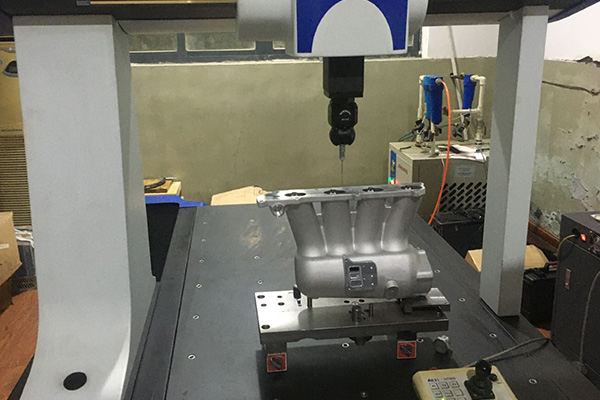
インテークマニホールドのCMM検査 |
サンドコアによる鋳造 |
インテークマニホールドのサンドコアモールド |
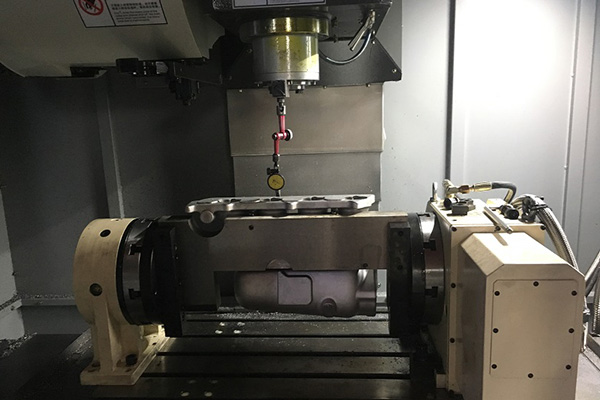
インテークマニホールドのデバッグ |
以下のようなカスタマーサービスの場合:
1.顧客から図面またはサンプルを入手する
お客様からの図面やサンプルに応じて部品を作ることができます。 当社のソフトウェアには、UG / SOLIDWORKS / PROC E / CADが含まれています。 また、お客様のご要望に応じて部品の再設計も承っております。
2.ツーリングの作成
ツーリングの取り組み方を示すPPTをお客様にお送りします。 金型の流れを分析するために直接表示します。 工具の材質はsteel1045またはH13です。
3.金型を加熱し、溶融アルミニウム合金を準備します
金型が完成したら、重力ダイカストマシンで重力鋳造金型を組み立てて部品を印刷します。溶融アルミニウムは非常に速く固化し、金型があまり熱くないとキャビティを十分に満たすことができないため、鋳造前に型を加熱します。多くの場合、300℃前後です。 同時に、鋳造後の気孔率を制御するために、アルミニウム合金を溶融し、窒素で脱気する必要があります。アルミニウムの温度も制御する必要があります。
4.コーティングをキャビティにスプレーし、溶融アルミニウムを注ぐ
コーティングにより、キャビティ表面が滑らかになり、鋳造面が大幅に改善され、金型の耐火性が向上し、工具寿命が向上します。
コアをキャビティに入れ、エアスプレーでキャビティを吹き飛ばしてキャビティが洗浄されていることを確認してから、フィルタースクリーンをゲートに置き、溶融アルミニウムをキャビティに注ぎます。
5.参加する
アルミニウムが冷えたら、金型を開いて部品を押し出します。
 |
 |
 |
 |
|
インテークマニホールドのレジンサンドコア |
レジンサンドコアプロセス |
ロープレスダイカスト |
重力鋳造機 |
 |
|||
|
CMM検査 |
|
|
|
私たちのアルミニウム
重力鋳造サービス
ダイリリース係数: この要素は、金属部品を取り外すときに金型表面を冷却するのに役立ちます。 これにより、金型キャビティで次のコンポーネントを形成する準備が整います。
金属の注入: コーティングを塗布した後、溶融合金はランナーに注がれ、さまざまなキャビティ部品を運び、空隙を正しく充填できるようにします。 溶融金属を型に注ぐには機械工具が使用されるか、鋼製取鍋を使用して手動で行われます。
パーツのリリース: 作成されたパーツはヒートシンク効果により冷却されます。 それらがすでに冷却されている場合、機械加工またはオペレーターによる金型開口によって部分のリリースが行われます。 その後、鋳物が凝固し、キャビティ内の液体金属を充填するランナーとゲートが除去されます。

アルミニウム: アルミニウム合金は、重力ダイカストで利用可能な補償材料です。 優れた安定性と剛性、薄肉、耐食性、軽量化が特徴です。
亜鉛: 亜鉛金属材料により、高いレベルの衝撃強度を備えたダイカストを簡単に作成できます。 この材料は、低コスト、容易なめっき、優れた延性、および金型への衝撃も軽減します。
マグネシウム: マグネシウムはその重さと切断の容易さにより、並外れた強度を持っています。 この金属材料は優れた特徴を備えており、機械加工にさらに優れています。
鋳鉄: 鋳鉄は、シリンダー部品やギアボックス ケースなどのパイプや自動車部品で最も需要の高い材料です。 この合金は融点が比較的低く、耐摩耗性があり、砂型や機械と同様の鋳造性を備えています。
銅: 銅合金は、高レベルの硬度、耐食性、優れた機械的特性で知られています。 この金属合金は、高い耐摩耗性、寸法安定性、および鋼とほぼ同様の強力な特徴も備えています。
照明: 照明器具、ハウジング、制御盤
エレクトロニクス: 家電製品、Hi-Fi機器、工具、ハウジングなど
医療: 病院の設備、ギアボックス、手術器具
自動車部品: エンジン部品、シリンダー部品、電子・構造機器、ギアボックスなど
防衛: 軍事産業では、監視、兵器などの再現可能なコンポーネントが必要です。

当社は、カスタマイズされた非標準の重力ダイカスト、CNC、または成形プロセスの専門家です。 お客様は、鋳造の機能的ニーズに応じて、処理後のさまざまな材料を使用して製品をカスタマイズできます。 高圧ダイカスト、重力ダイカスト、砂型鋳造などのダイカストソリューションを総合的にご提供します。 設計から納品まで丁寧に対応させていただきます。 粉体塗装、アルマイト処理、塗装、組立も承ります。

当社は、最高品質のアルミニウム重力鋳造部品を付加価値のあるサービスとともにお客様にお届けすることを目指しています。 当社のダイカスト コンポーネントは、生産において常に優れた柔軟性を維持し、優れた顧客満足度を保証する出荷スケジュールに従って納品されます。
当社は、アルミニウム重力鋳造部品の製造に常に最先端の技術と最高の材料を使用しています。 評判が高く信頼できるアルミニウム重力鋳造サプライヤーとして、当社は世界中の顧客と協力しています。
重力ダイカストは永久的なダイカストプロセスです。 このプロセスは、アルミサンドフォーミングよりも過剰な速度で成形されます。 したがって、微細な粒子サイズや低いガス気孔率が達成できる可能性を含め、多くの利点が提供されます。
このプロセスは実際に軽合金や金属ダイカストに適用されます。 FUERD は、このアプリケーション用に開発された最初のプロセスの XNUMX つです。
さらに、このプロセスは完全に自動化できます。 これにより、剛性や強度などの優れた機械的側面を備えた高品質で緻密な鋳物が作成されます。 そのため、要求の厳しい電動アプリケーションに非常に理想的です。
貴社のビジネスが自動車、建設、その他の用途向けの金属部品の鋳造に集中している場合、FUERD の重力ダイカスト装置とその完成品が最適です。












