アルミダイカストの欠陥
アルミニウム合金ダイカストの製造では、大面積の薄肉部品がよく使用されます。 大面積の薄肉製品の構造上の特徴により、製造時にダイカストの欠陥が発生することが多く、製品の合格率が低下します。 ダイカストの欠陥原因を以下の観点から解析しました。
ダイカスト工程 パラメータや金型構造などを検討し、不良を解消するための対策を提案しました。
また、不具合も多くありますが、
ダイカスト金型、ダイカストキャビティ、注入速度など。
生産の初期段階では、合格率はわずか約 20% です。 金型構造の改善とプロセスパラメータの最適化により、合格率は 95% に向上しました。
不十分な灌漑
1.原因分析
主な理由は、アルミニウム合金溶湯の流動性の悪さであり、これには溶湯温度、ダイカスト圧力、金型の予熱温度、ダイカスト時間、保持時間、注入システム、排気およびオーバーフローチャネルなどが関係します。
2. 対策と効果
(l) この結果から、注湯温度は(680±15)℃であることがわかります。
(2) 適度な型締力を持つダイカストマシンを採用しました。 当初の設計では5000kNのコールドチャンバーダイカストマシンを使用していましたが、成形が良好ではありませんでした。 6500knのダイカストマシンを使用した後、比較的大きな成形が行われます。
(3) 金型の予熱温度は(230±20)℃の範囲内で、350℃を超えないようにしてください。 そうしないと、ダイカスト中に金型が高温になるため、金型が再度焼き戻され、温度を150℃より低くすることはできません。 そうしないと、金型が割れやすくなります。 液化ガスの炎で200℃程度に予熱し、ダイカストを進めます。 金型は溶融アルミニウムで高温に加熱できます。 バッチ生産は、金型温度が安定した後にのみ続行できます。
(4) 射出速度が 5m/s、充填時間が 0.012s、保持時間が 1.5s、射出力が 550kn の場合、ダイカストの品質は良好で、生産要件を満たします。
(5) 注湯システムのゲート位置やガイド形状の選択が不適切な場合、金属液体が金型キャビティに流入する際にプラスの衝撃や渦電流が発生し、射出速度の低下や金属流れへのガスの吸い込みが発生する可能性があります。 排気穴が細すぎたり、少なすぎたり、詰まりやすく、ガスが排出されにくく、ダイカストの成形不良が発生します。 注湯システムの変形前後では、鋳物の構造に大きな違いがあります。 「T 字ゲート」を「ナロー ランナー」に変更し、ゲート形状を「T」から「ナロー ランナー」に変更します。 同時にゲート前面に排気穴とオーバーフロー溝を追加、ゲート両側にも排気穴とオーバーフロー溝を追加し、メルトの流れとガスの排出をよりスムーズにしました。
反り変形
1.原因分析
ダイカストの反り変形に影響を与える主な要因は、ゲートシステム、冷却システム、エジェクションシステムです。 鋳物のゲートから流れ端までの流動時間が短いほど、反りは小さくなります。 ゲートが XNUMX つのみの場合、成形された鋳物は周方向よりも直径方向の収縮率が大きくなり、変形が発生します。 ダイカストプロセス中に、鋳物の冷却速度が不均一であると、鋳物の収縮が不均一になる可能性があります。 この収縮差により曲げモーメントが発生し、鋳物に反り変形を引き起こします。 したがって、金型上の冷却水穴の配置は非常に重要です。 キャビティとコアの間の冷却温度のバランスを確保するには、XNUMX つの間の温度差が大きすぎてはなりません。 エジェクションシステムのレイアウトはダイカストの変形に直接影響します。 突き出し系の配置のバランスが崩れると、突き出し力のバランスが崩れ、ダイカストの変形を引き起こします。 成形システムの設計では、離型抵抗が離型抵抗と相平衡になる必要があります。
2. 対策と効果
(l) 注湯システムは合理的に配置されるべきである。
(2) 製品の構造上の特性により冷却水回路が合理的に配置されており、インジケータライトボックスダイカスト部の下部中央の冷却速度が周囲よりも速くなります。 したがって、キャビティの周囲に二重回路を使用すると、キャビティの冷却速度が向上し、金型の冷却がより均一になります。
(3)エジェクタピンの配置が合理的である。 ダイカストの XNUMX つの側面すべてに大きな離型力がかかるため、比較的高密度のエジェクタ ピンが XNUMX つの側面の近くに配置され、突き出し力のバランスをとります。
冷温停止
1.原因分析
XNUMXつは、金型温度が低い、またはアルミニウム合金の溶解温度が低く、射出力が小さいため、金型キャビティ内に流入した金属液体が収束する際に融合することができないことです。 XNUMXつ目の理由は、注入システムが無理があり、金型キャビティ内に短時間で充填しながら高温の金属液体を形成できないことです。
2. 対策と効果
① アルミニウム合金溶解物および金型の温度を上げ、射出力を増加させます。金型キャビティおよび注入システムの表面粗さが減少し、液体金属の流動抵抗が減少します。 金型キャビティの修復では、金型の粗さの影響をタイムリーに排除します。ゲート システム、特に内部ゲートの数と配置を変更します。
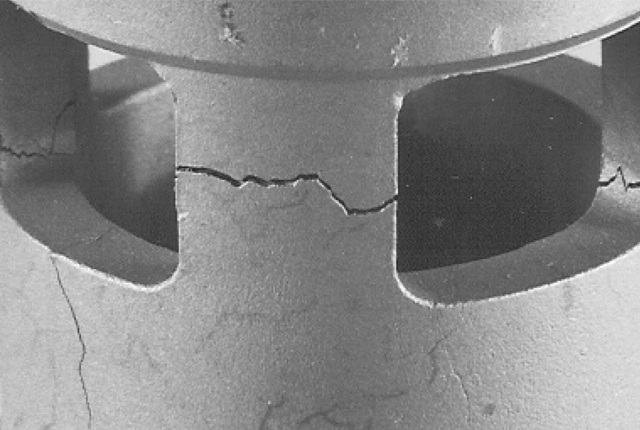
クラック
1.原因分析
XNUMXつは、鋳造温度が高すぎるため、収縮が大きくなり、亀裂が発生しやすくなるということです。 第二に、酸化介在物により亀裂が発生し、一般に多角または鋭角な亀裂が発生し、主に粒界に存在し、界面結合力が低下し、その部分に応力集中が生じやすくなります。 第三に、金型のアーク転移角が小さすぎると亀裂が発生します。
2. 対策と効果
(l) 注湯温度を厳重に管理し、695℃以下に管理してください。
(2) 積荷の清浄度を確保するには、積荷中に酸化介在物がないことが必要です。特にリサイクル材料は徹底的に処理し、新しい材料と組み合わせて使用する必要があります。 溶解中はポットを清潔に保ち、金属の表面をスラグ除去剤で処理してください。
(3) 鋳物構造の角部に鋳物Rを追加し、金型鋳造のR5からr3.0に変更することにより、液体金属の流れがスムーズになり、ガスが排出されやすくなり、鋭角によるクラックが発生しにくくなります。避けられた。
大面積薄肉の欠陥を解消または軽減するには
アルミニウム合金ダイカスト、主な対策には以下が含まれます: 1) 金型構造を合理的に設計する。 2) ダイカストプロセスパラメータを最適化します。 3) アルミニウム合金の溶解プロセス中に不純物を避ける。 1) 注湯温度と金型温度を厳密に管理してください。
Ningbo Fuerd は 1987 年に設立された大手フルサービス企業です。 ダイカストツーリング, アルミダイカスト, 亜鉛ダイカスト, および重力キャスティング メーカー。 私たちは、エンジニアリングサポートを含む幅広い機能とサービスを提供するソリューションプロバイダーです。 設計, カビ、 繁雑 CNC加工、含浸、タンブリング、クロム、粉体塗装、研磨、組み立て、およびその他の仕上げサービス。 サプライヤーとしてだけでなく、パートナーとしてあなたと協力します。