日時 アルミダイカスト製品の設計、より良い結果を確保するには、さまざまな要素を考慮することが重要です。 このガイドでは、高品質の製品を作成するための 12 のヒントを提供します。 アルミ鋳造部品 Design for Manufacturing (DFM) のベスト プラクティスを考慮しながら、次のことを行います。
適切なアルミニウム合金を選択してください: アルミニウム合金にはさまざまな特性があるため、最大の強度と完全性を実現するには適切な合金を選択することが重要です。 強度、耐食性、寸法安定性により、A380、A383、A413 が一般的な選択肢となります。
壁の厚さ: ダイカスト部品全体にわたって均一な肉厚を維持することで、鋳造の完全性が向上します。 最適な冷却と重量を考慮して、壁の厚さの急激な変化を避け、厚すぎず薄すぎない壁を設計します。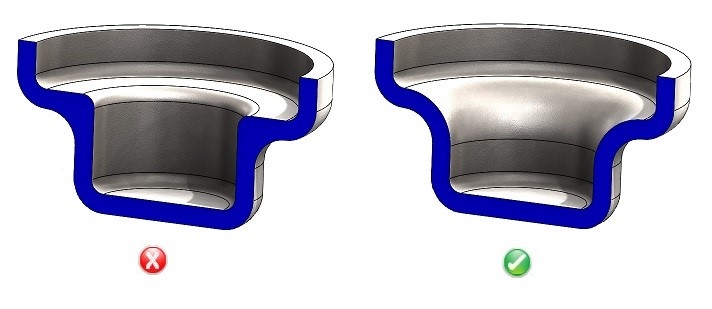
パーティングライン: パーティング ラインは、ダイの XNUMX つの半分が交わる場所です。 設計と製造プロセスを簡素化するために、製品フィーチャーをパーティング ラインに沿って配置することは避けてください。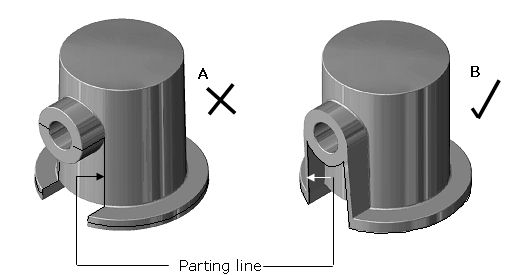
抜き勾配角度: 抜き勾配を組み込むことで、アルミニウム部品を金型から簡単に取り出すことができます。 通常、抜き勾配は 1 ~ 2 度で十分です。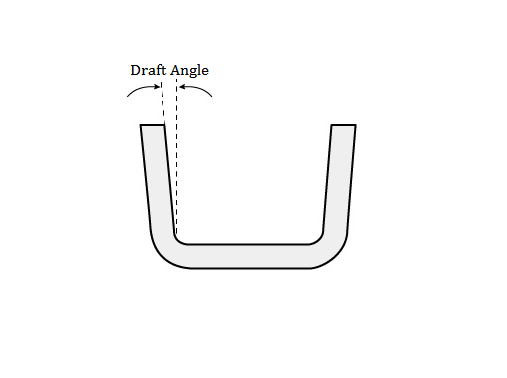
エジェクターピン: 鋳物を金型から押し出すのに役立つエジェクターピンの位置を考慮してください。 エジェクタ ピンを頑丈な設計フィーチャ上に配置し、鋳造品の化粧面との直接接触を避けてください。
フィレットと半径: フィレットと半径を使用すると、金属の流れがよりスムーズになり、構造の完全性が向上し、鋭い角がなくなります。 交差点にそれらを組み込み、適切な抜き勾配を提供します。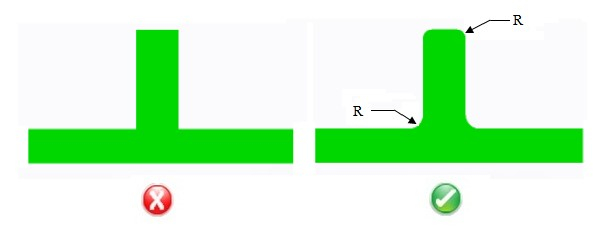
アンダーカット: アンダーカットは複雑さとコストを増加させるため避けてください。 アンダーカットが必要な場合は、鋳物を確実に取り出すために、アンダーカットの数を最小限に抑え、ボスの下にアンダーカットを配置しないようにします。
ボス: 溶融金属の流れを促進し、製造を容易にするために、十分な抜き勾配、大きなフィレット、均一な肉厚を備えたボスを適切に設計します。
リブ: リブは剛性と強度を高めることができますが、応力の集中を防ぐために慎重に使用してください。 中空セクションを備えたリブは、気孔を最小限に抑えながら強度を提供できます。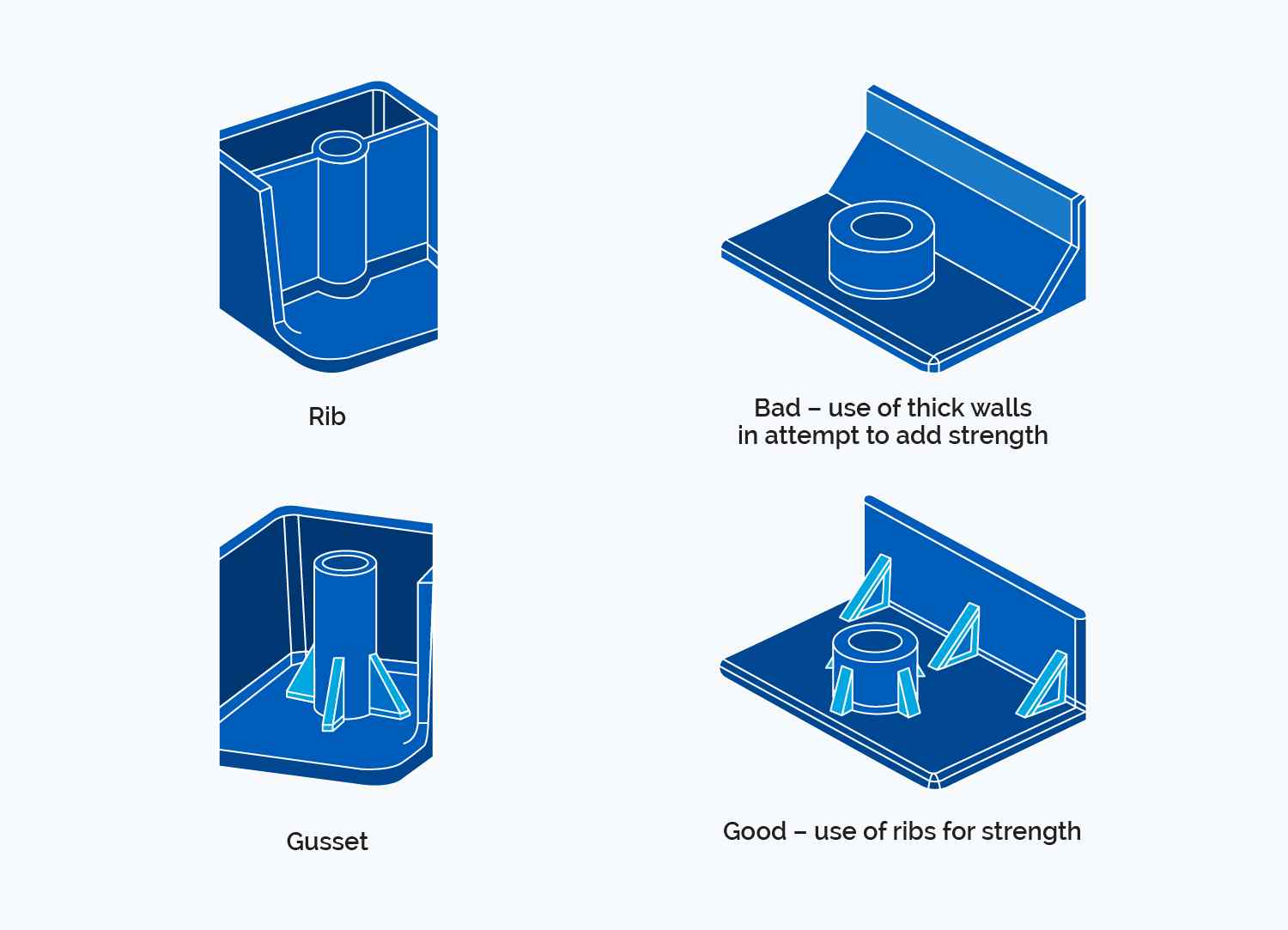
穴と窓: 最適な製造性を確保するために、穴と窓を慎重に設計します。 穴のサイズと近接性を考慮し、キャストの完全性を維持するために小さなウィンドウを使用します。
収縮: 冷却固化時の収縮は避けられません。 設計プロセス中に収縮を考慮し、金属節約コア、より薄いセクション、スクイズピン、およびリブを使用して収縮気孔を減らすことを検討してください。
組み立てオプション: アセンブリの複雑さに基づいて、適切なアセンブリ手法を選択します。 ダイカスト部品。 オプションには、ねじ切り、締結、溶接、コア穴、射出金属アセンブリが含まれます。
アルミニウム ダイカストのデザインに命を吹き込むには、Fuerd のような信頼できるメーカーと協力することが不可欠です。 これらは、お客様の設計を高品質のアルミニウム ダイカスト製品に変換するのに役立ちます。
NINGBO FUERD MECHANICAL CO。、LTD。
ウェブサイト: https://www.fuerd.com